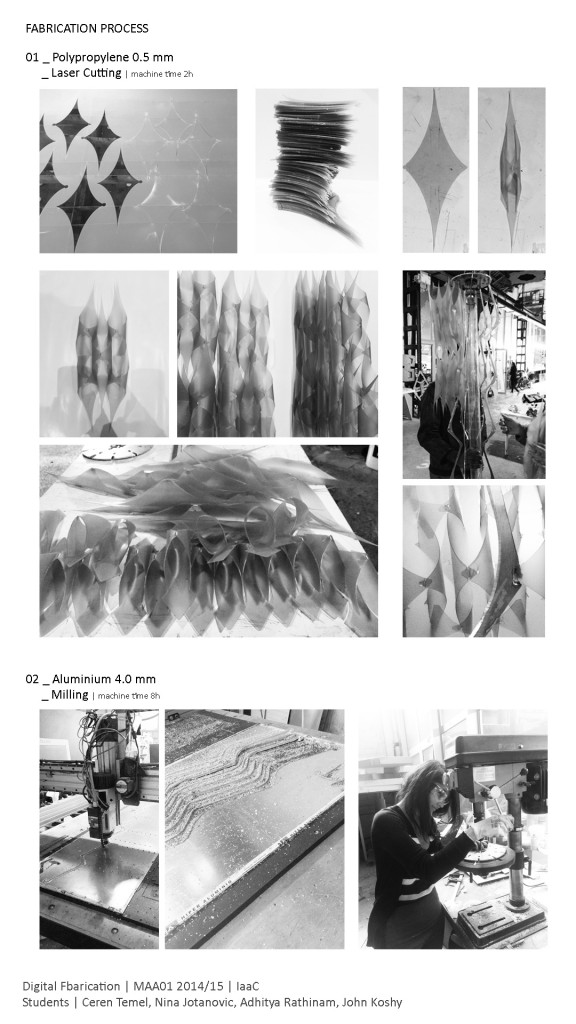
Design strategy came out of experimenting with bending of 0.5 mm polypropylene. After finding the appropriate dimension of pp flat sheet that could be bent with minimal deformations, more investigations were done in field of attaching already bent pp surfaces one to another. Joints for this connection required some fine tuning in analogue models because of the material properties that couldn’t been simulated in digital model. Variations in component were designed in order to direct the light and to accomplish appearance of less and more dense areas. These variations consider different angles of attached bent surfaces.
Fabrication technique – Laser Cutting
Machine time – 2 h
4mm aluminum was used as support structure and skeleton behind polypropylene skin. Fabrication of aluminum considered milling process, which required patience in order to find proportion of machine speed and depth step levels that works for this kind material. Clean and sharp edges could be accomplished if this process goes slowly. Because of lack of time, speed needed to be higher, and the edges of aluminum showed some melting. After milling, edges were manually edited. This affected precision of cut-out pieces and due to that stability of designed joints.
Fabrication technique – Milling
Machine time – 8 h